



Foundation selection is critical for a cost effective installation of PV solar panel support structures. Lack of proper investigation of subsurface conditions can lead to selection of the wrong foundation type and can result in costly change orders and delays to the job completion date.
A site should first be checked by digging test pits at approximately 5 to 10 locations for each megawatt of installation. Enough test pits should be dug so that the number is statistically relevant. Test pits are inexpensive, and typically an entire site can be completed in one day with one or two men and one small piece of machinery such as a mini excavator for approximately $1,000 to $2,000. These test pits should be located at the corners of the array area and then evenly throughout. They should be bored or dug to a depth of typically 15 feet and the type of soil, rock or ledge which will prevent helical piles or driven piles from penetrating (which is called “refusal”) and water table level should be noted at one foot increments.
A complete geotechnical study should also be conducted by an engineering firm which will include a limited number of test bores noting soil type, refusal, and water table. Also the geotechnical report will note corrosive factors to help in selecting the correct type of corrosion protection needed for the foundations. These studies including the ensuing reports typically cost approximately $5,000.
Geotechnical reports often tend to be very conservative in their embedment depth recommendation, and a pull test should be conducted after selection of foundation type in order to attempt to minimize embedment depth, and thus length and cost of screwed or driven foundations. A pull test uses a strain gauge to measure vertical and lateral resistance up to the forces required by the PV support structure engineer’s calculations for wind and snow load requirements. Pull tests should be conducted at varying embedment depths and at multiple locations at a site, making sure to encompass each of the different types of soil conditions encountered. Pull tests typically cost $6,000 to $20,000 for a site depending on its size, and are usually arranged for or completed by the PV support structure vendor.
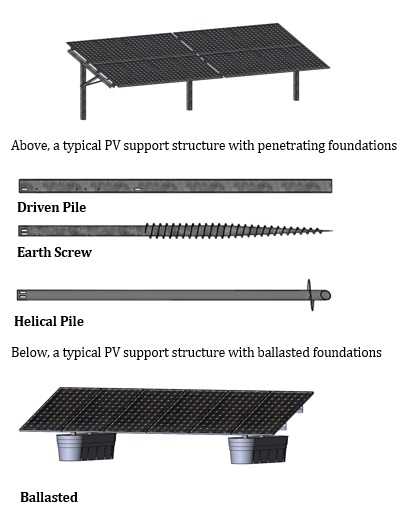
There are four principal types of foundations commonly utilized. Driven piles, helical piles, earth-screws, and ballasted foundations, as seen in the illustrations below.
If a site contains loose sand and a high water table or otherwise very low soil cohesiveness which would make driven piles or earth-screws unpractical due to requiring extreme embedment depth, and no refusal is encountered, then the preferable foundation type would be a helical pile or ballasted foundation.
A helical pile is a post shape with a pointed bottom and a large split disc near the bottom welded onto the post at an angle such that when the post is rotated the split disc will worm its way into the ground. The helical pile is typically hot dip galvanized with corrosion resistant zinc after fabrication. The helical pile is ideal for locations with poor soil cohesion since it can be easily installed with auger attachments on bobcats, excavators or other equipment which rotate it into the sand. Although soil conditions little cohesiveness such as sand with high water table provide little pullout resistance, the disc is held by the mass of the column of sand above it, creating strong pullout resistance. In order to determine embedment depth of the helical pile a pull test should be conducted which will measure the vertical and lateral forces at various embedment depths to see where the helical pile will have sufficient resistance to satisfy the requirements of the loads determined by the PV support structure vendor’s structural engineers.
Ballasted foundations are typically precast or less expensive Pour-in-Place concrete foundations to or in which the PV support structures are mounted. Historically these foundations have been too expensive to consider them as a viable alternative to driven or screwed foundations, but recent price declines made possible by Pour-in-Place solutions and some declines in precast solutions have driven the cost close to other foundations in some instances. Ballasted foundations are good options where a combination of high refusal rates and low soil cohesiveness such as loose sand with high water table are present, making installation of both helical piles and earth-screws alternately not effective as earth-screws are not effective in soils with poor cohesiveness and helical piles will not install if refusal is present. Ballasted foundations are also good options for sites which would otherwise be good for helical piles or earth-screws if the ballasted foundations are as cost effective as the other foundations in these cases when the total of install cost, ballast cost, and system cost are calculated.
If a site has substantial refusal near at many locations the optimal foundation type would be earth-screws or ballasted foundations.
An earth-screw is a steel post shape with threads welded onto or machined into it to create a large screw. After fabrication, earth-screws are typically hot dip galvanized with corrosion resistant zinc. These earth-screws are usually installed after predrilling holes into the rock or ledge and then screwing them into the holes with bobcats, excavators or other equipment using auger attachments. They can also be installed without predrilling if there are no refusal issues. The cost of installation is high due to the need for separate equipment to predrill. However, since the threads of the screw are very sticky and create substantial pullout resistance, they are less expensive then driven pile installation in sites with high amounts of refusal which typically require expensive over sized holes to be drilled and the driven piles to be installed with concrete poured around them.
For sites which have clay, gravel, dense sand, water tables which are not very close to the surface, and or otherwise generally offer good soil cohesiveness which allow strong pull out resistance, and that also have nominal refusal, the optimal foundation is the driven pile. Driven piles are installed very quickly by pile drivers, of which there are several commonly used types such as the GAYK and Vermeer. Some of these machines are highly sophisticated, with GPS guidance and automated installation technology allowing installation of piles for very low cost, considerably below that of other foundations.
When refusal is encountered during pile driving there are typically three options. One is to conduct a pull test to see if the driven pile has sufficient pull out resistance as it is installed, then to cut off the driven pile and leave it to be utilized to use to attach the rest of the PV support structure at that location. Another is to remove the driven pile and reinstall it nearby if the PV support structure vendor’s system has enough installation tolerance to allow for this. The third is to remove the driven pile, drill an oversized hole, insert the driven pile into the hole, and fill the hole with the amount of concrete that the structural engineer deems necessary to meet the required pull out forces.
Driven piles are the simplest and least expensive foundations, and are typically I beams, hat or channel shaped steel sections. These are commonly galvanized to prevent against corrosion and ensure long life under environmental conditions. Zinc is a metal which is highly effective is preventing rust, and is permanently applied to the surface of steel in a process called galvanization. Galvanization can either be applied to the sheet or coil steel in the steel mills prior to fabrication (pre-galvanizing) or to the fabricated part afterward, which it is dipped into a bath of hot zinc (hot dip galvanizing). Galvanized coatings range from G90 to G250. This nomenclature means how many ounces of zinc are coated onto the surface of the steel substrate. G90 for example means .9 ounces of zinc are applied per square foot of the steel surface.
The driven piles used in the earlier PV support structures were made from hot rolled structural steel shapes such as I beams which were then fabricated by cutting them to length and then drilling, routing, or cutting with lasers holes and slots to enable other parts to fit onto them. After fabrication, the zinc was applied as a secondary operation where the driven piles be submerged in a bath of hot zinc as a secondary operation, and the resultant coating is ASTM 123, commonly referred to as “hot dip galvanized”. Hot dip galvanized steel has a life of over 40 years in typical soil conditions. This process is slow and results in more expensive driven piles.
As more sophistication in manufacturing processes entered the Solar PV support structure industry, roll forming of steel coils which were more cost effectively galvanized in a highly controlled steel mill certified process called pre-galvanization at the steel factories themselves enabled much more cost effective forming of driven piles since the holes and cutting was done inline on automated roll forming equipment and the inefficient and costly secondary operation of post galvanizing was eliminated. The use of thick pre galvanized coatings such as G235 (often used for sewage culverts and highway guard rails where thick galvanization is required) has created a much more cost effective roll formed driven pile, which has seen widespread adoption among quality leaders in the industry. G235 coated steel has a typical life of over 40 years in normal soil conditions. The cut edge of these pre-galvanized driven piles will typically show a .1” line of rust, which is contained at these edges and will not spread over time due to the thick galvanize layer on both sides of the material creating a protective sacrificial layer, and results in no structural integrity issues to the driven piles. Much thinner levels of pre-galvanization such as G140 and G90 have been used for driven piles, although this is not recommended as their long-term life may be compromised in highly corrosive soil conditions. G90 and G140 are typically acceptable for ballasted ground foundations since they do not penetrate the soil.
In conclusion, it is critical to carefully investigate a site prior to selecting the foundation type to be utilized. Test pits at many locations are an inexpensive method of determining what will be encountered beneath the ground and should be combined with a geotechnical study. Failure to properly understand the site conditions can result in costly change orders and significant delays to projects, resulting in lost revenues as well. Measure twice and cut one is critical here more than anywhere in your PV support structure foundation selection process.
参考译文:
基础的选择是一个具有成本效益的光伏安装太阳能电池板的支撑结构的关键。缺乏地下条件适当的调查可能导致选择了错误的基础类型,并可能导致代价高昂的变更单和延误的工作完成日期。
一个网站首先应该通过挖掘探坑,大约5到10个地点安装的每兆瓦进行检查。够测试凹坑应挖使得数是统计学相关。试坑是价格便宜,而且通常是整个网站可以在一天内有一个或两个男人和一个小片机械完成,如小型挖掘机约1,000元至2,000元这些测试坑应设在阵列区的角落,然后均匀地。它们应该被钻孔或挖的深度通常为15英尺,土壤,岩石或凸耳,以防止螺旋桩或打入桩从贯通(这就是所谓的“拒绝”)和水的表层面的类型应当指出,在一只脚增量。
一个完整的地质研究也应由一家工程公司,其中将包括测试孔提的土壤类型,拒绝和地下水位数量有限进行。另外,岩土工程报告会注意到腐蚀因素,在选择正确的类型所需要的基础防腐蚀的帮助。这些研究包括随后的报告通常需要花费大约5000美元。
岩土报告往往倾向于是非常保守的埋置深度推荐,和牵拉测试应选择基础型后,以试图最小化埋置深度,因此长度和螺纹或从动基础的成本来进行。拉力测试使用应变仪来测量纵向和横向性能达到了光伏支架结构工程师的计算风和雪荷载的要求所需要的力量。拉力试验应在不同埋置深度和在现场的多个地点进行,并确保包括每一个不同类型的土壤条件下所遇到的。拉力测试通常花费6,000至20,000网站根据其大小,通常安排或已经完成的光伏支架结构供应商。
有基础的四种主要类型的普遍使用。打入桩,螺旋桩,接地螺丝,砟地基,如下面的插图所示。
白皮书 – 图像 – JPG
如果一个网站包含散沙和地下水位高或非常低的土壤凝聚力这将使打入桩或接地螺钉不现实的,由于需要极端的埋置深度,也没有拒绝的遭遇,那么最好的基础类型将是一个螺旋桩或镇流基础。
螺旋式桩后的形状,尖底,并以一定的角度焊接在帖子底部附近的一个大型分盘,这样当后旋转分割光盘将蠕虫的方式进入地下。螺旋桩通常是热浸镀锌和腐蚀加工后耐锌。螺旋桩是理想的差的土壤凝聚力的位置,因为它可以容易地与上山猫,挖土机或其他设备,将其旋转到砂螺旋推运器的附件安装。尽管土壤条件小的凝聚力,例如沙子和高水位提供小抗拔力,该盘由沙子之上的柱的质量保持,产生强烈的抗拔力。为了确定该螺旋桩牵拉测试应该进行将测量垂直和侧向力在不同埋置深度上看到的螺旋桩将有足够的阻力,以满足由PV支持所确定的负载的要求的埋置深度结构供应商的结构工程师。
镇流基础通常是预制或更便宜倾倒的混凝土基础或其中光伏支撑结构安装。历史上,这些基础已经太贵了,他们认为是一个可行的替代驱动或拧基础,但最近的价格下降成为可能,倒在地方解决方案和预制解决方案亦下跌推动了成本接近其他基金会在某些情况下。镇流基础是不错的选择,其中高拒绝率和低的土壤相结合的凝聚力,如散沙高水台都存在,使得安装两个螺旋桩和土螺丝的交替不是有效的接地螺钉没有有效的土壤可怜的凝聚力和螺旋桩将不会安装,如果拒绝存在。镇流的基础,也为这本来是很好的螺旋桩或接地螺钉如果有碴基础是成本效益在这种情况下,其他基金会在总安装成本,镇流器成本遗址不错的选择,并降低系统成本计算。
如果一个网站有大量的拒绝在附近的许多地点的最佳基础类型将是地球螺钉或镇流基础。
接地螺钉是钢后的形状,焊接到或加工成它来创建一个大的螺纹。制造之后,接地螺丝通常是热浸镀锌用的耐腐蚀锌。这些接地螺丝钻前孔进入岩石或窗台,然后旋入了山猫,挖土机或其他设备使用螺旋钻附件孔后通常安装。它们也可以不用,如果没有拒绝问题预钻安装。安装成本高,由于需要单独的设备到预钻。然而,由于螺钉的螺纹是很粘的,并创造大量的抗拔力,它们更便宜然后打入桩安装在站点与大量的拒绝它通常需要昂贵的多尺寸的孔,以钻出和打入桩与安装混凝土浇身边。
对于具有粘土,砾石,致密砂,水的表而不是非常靠近表面,并且或者以其他方式通常提供了良好的土壤凝聚力允许强拉出阻力,而且还具有公称拒绝部位,最优的基础是从动堆。打入桩被打桩机,其中有几种常用的类型,如GAYK和维米尔安装速度非常快。有些机器是非常复杂的,随着GPS导航和自动安装技术,使安装桩的成本非常低,大大低于其它基础。
当被拒绝打桩过程中遇到的通常有三种选择。之一是进行拉力测试,看是否打入桩具有足够的拉出阻力,因为它被安装,然后,切断驱动的桩和离开它被用于使用在该位置的光伏支撑结构的其他部分附。另一种是去除打入桩,并重新安装它附近,如果光伏支架结构供应商的系统有足够的安装公差允许的。三是要去除打入桩,钻一个超大的孔,插入打入桩成孔,填充混凝土的结构工程师认为有必要,以满足所需的拔出力量孔。
打入桩是最简单和最便宜的根基,是典型字梁,帽子或槽形钢型材。这些都是常见的镀锌,以防止对腐蚀和保证环境条件下,寿命长。锌是一种金属是高度有效的防止生锈,并且被永久地施加到钢表面在称为热镀锌处理。电镀既可以被应用于在钢厂薄片或螺旋钢在制造前(预镀锌)或到所制造的部分之后,它被浸泡在热镀锌浴(热浸镀锌)。镀锌层的范围从G90到G250。这种命名法是指许多盎司锌如何被涂覆在钢基材的表面上。 G90例如装置0.9盎司锌的每平方英尺的钢表面的应用。
在早期的光伏支持结构所用的打入桩从热轧结构型钢制成,如I光束,然后通过切割它们的长度,然后钻孔,布线,或用激光孔和槽切削制成,使其他配件,以适应到他们身上。制造之后,将锌加到作为二次操作,其中的打入桩中的热镀锌浴作为辅助操作被淹没,并且将所得涂层是ASTM123,通常被称为“热浸镀锌”。热镀锌钢拥有超过40年的典型的土壤条件下生活。这个过程是缓慢的,导致了更昂贵的打入桩。
如在制造过程更加复杂输入的太阳能光伏支承结构行业,辊的钢线圈,更具成本以高度受控钢厂认证过程有效镀锌称为预镀锌的钢铁厂形成自身启用更具成本效益的从动成形由于孔和切割桩是在自动辊压成型设备在线完成,后期的低效而昂贵的二次加工镀锌被淘汰。使用厚的预镀锌层,如G235(通常用于需要厚镀锌要求排污涵洞,公路护栏)创造形成打入桩,已经看到其中的质量领袖广泛采用在行业内更具成本效益侧倾。 G235涂层钢板具有超过40年的正常土壤条件下的典型生活。这些预镀锌打入桩的切割边缘通常将呈现0.1“线锈的,载在这些边缘和不会传播时间的推移,由于产生的保护性牺牲层上的材料的两侧的厚镀锌层,并导致没有结构完整性问题的打入桩。预电镀如G140和G90的薄得多的电平已被用于打入桩,虽然这是不推荐作为其长期使用寿命可能在高腐蚀性土壤条件而受到影响。 G90及G140通常可接受的镇流地面基础,因为它们不渗透到土壤中。
总之,重要的是仔细地调查之前选择要使用的基础类型的站点。在许多地方,试坑是确定哪些会在地下遇到,并应与岩土工程研究相结合的一种廉价的方式。如果不能正确地理解现场情况可能导致代价高昂的变更单和显著延误工程,造成的税收损失为好。测量两次,切割一个是关键的在这里比在光伏支架结构基础选型过程中的任何地方。






